دانلود پایان نامه روش المان محدود در طراحي قالبهاي فلزي | مکافایل
توضیحات محصول
دانلود پایان نامه روش المان محدود در طراحي قالبهاي فلزي
31 صفحه WORD
كشش عميق:
كشش عميق از مهمترين فرايندهاي شكل دادن ورق است كه به طور وسيعي در تغيير شكل ورقهاي فلزي و تبديل آن به قطعات تو خالي به كار ميرود. در اين فرايند تغيير ضخامت ورق بسيار اندك است، به طوري كه معمولاًسطح قطعه كشيده شده تقريباً با سطح ورق اوليه مطابقت دارد. اساساً فرآيند شكل دادن كه براي تغيير ورقها به كار ميرود با فرايندهاي شكل دادن حجيم متفاوت است. در فرايندهاي شكل دادن ورق معمولاً حالت كشش غالب است. در صورتي كه در فرايندهاي شكل دادن حجيم عمدتاً حالت فشاري غالب ميباشد. كشش عميق در صنعت معمولاً براي توليد قطعاتي از قبيل انواع ظروف فلزي، مخزنهاي تحت فشار يا خلاء بعضي از قطعات يدكي اتومبيل و هواپيما، پوسته فشنگ و گلوله، قوطيهاي كنسرو و نوشابه، به كار ميرود.
فرايند كشش عميق بااستفاده از دستگاهي كه شامل يك سنبة فشار، يك قالب مدور و يك نگهدارندة ورق است، انجام ميگيرد، شكل (40 ) نيروي لازم براي اين تغيير شكل از طريق مكانيكي يا هيدرويكي تأمين ميشود. با توجه به اينكه در فرايند تغيير شكل، سطح ورق ( اغلب ورقهاي نازك تا حداكثر حدود mm3 ضخامت ) تحت تأثير تنش كششي و در امتداد عمود بر آن تنش فشاري…
نمودار حد تغيير شكل در كشش عميق:
در تغيير شكل پلاستيكي عموماً ثابت باقي ماندن حجم و در كشش عميق ثابت ماندن تقريبي سطح خارجي و ضخامت ورق فرض شده است. عملاً چگونگي تغيير شكل در كشش عميق را ميتوان به كمك خطوط مشبكي شكل ويژهاي، كه روي سطح ورق از طريق يكي از روشهاي مكانيكي، الكتروشيميايي و فتوشيميايي ترسيم ميشود، شكل (44)، تجزيه و تحليل نمود. نوع دايرهاي شكل آن براي اندازهگيري و محاسبه بسيار راحتتر است، زيرا دايرهها در تغيير شكل به بيضي تغيير مييابند كه قطرها يا محورهاي اصلي آنها اندازه و جهت كرنشهاي اصلي را نشان ميدهند. اندازة هر دو قطر بيضيها اندازهگيري ميشود و كرنشهاي اصلي، ترجيحاً حقيقي، محاسبه ميشوند. و با استفاده از رابطة حجم ثابت ميتوان كرنش در جهت سوم را نيز به دست آورد . مقادير مربوط به بيضيهايي كه در آنها نازكي موضعي يا شكست رخ داده است، شرايط تخريب را مشخص ميكنند، در حالي كه بيضيها يا دايرههايي كه به اندازة يك يا چند قطر از اين ناحية شكست فاصله دارند به عنوان قابل قبول يا سالم تلقي ميشوند، شكل ( 45 ). با تعيين موقعيت نقاط مختلف مربوط به كرنشهاي اصلي نمونههاي …
مدلسازي فرايند شكل دهي ورق:
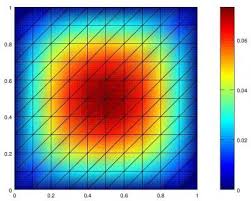
در اينجا چهار المان ايزوتروپيك مختلف 6 گرهاي منشوري و 8 گرهاي و 20 گرهاي و 27 گرهاي شش وجهي استفاده شده و سه روش انتگرالگيري مختلف گوس. انتگرالگيري كامل، كاهش يكنواخت انتگرالگيري وكاهش گزينهاي انتگرالگيري در كد المان محدود الاستوپلاستيك به كار ميرود كه پايه آن پيرو فرموليشن لاگرانژ و انتگرال زمان و كرنش و چرخش الاستوپلاستيك بزرگ و اورتوتروپيك با معيار تسليم ايزوتروپيك و سينماتيك هاردنينگ ميباشد و قانون كلمب مدل رفتار اصطكاك مسئله همراه افزايش لاگرانژ ميباشد. رفتار، دقت و اثر اين المانها با مدلسازي كشش عميق يك ظرف چهار گوش نشان داده ميشود.
فرايند شكلدهي به صورت گسترده در تمام صنايع كاربرد دارد. با هدف بهبود اين فرايند چندين نرم افزار گسترش يافته است. برخي در طراحي و افزايش تأثير فرايند شكل دهي به كار ميروند. اين كدهاي كامپيوتري به چند فضاي مجزا همچون، فينيتالمنت فينيت ديفرنس ـ حجم محدود ـ باندريالمنت يا مدل بدون مش تقسيم ميشوند. كه بهترين روش از روي رفتار، دقت، كارائي…
نتيجهگيري:
1- همان طور كه برسيها نشان ميدهد در برش نياز نيست كه حتماً لبه سنبه و ماتريس تميز باشد ميتواند با لبه سنبه يا ماتريس با قوس كوچك نيز برش انجام داد كه اين خود تحولي اساسي در قالبسازي و بهرهوري ميباشد.
2- با محاسبات دقيق نرمافزارهاي ميتوان كرنشها را در كشش يافته و ورقهاي داراي سوراخ، شيار و … و حتي طوريهاي سيمي را بدون تغيير شكل در اين قسمت فرمداد. ( مانند روكش فلزي روي باندهاي ضبط صوت )
3- در عمل هنگام كشش عميق ورقهاي ضخيم گرماي شديدي توصيه ميشود كه براي اقتصادي شدن توليد بايد مواد تركيبي فولاد و سراميك يا ديگر مواد در اين صنعت استفاده شوند.
منابع:
books:
1)Die Design Fundamentale
Second Edition Ts 253 P3 1987.
2)Die Design Hand Book
Second Edition Ts 253 A45 1955.
3)Die Design Hand Book
Ts 253 k45 1982.
4)Die Design Hand Book
Ts 253 P75 1994.
5)Hand Book of Metal Forming
Ts 253 L5313 1985.
Papers :
6)Application of tri – linear and tri – quadratic
3-D Solid finite elements in Sheet metal formihg
process Simnlations. By. J.L.Alves & L. F. Menezes.
7) Deformation analysis of shearing Process Considering the fracture by. Y.Yoshida , N.Yukawa & .T. Ishikawa.
8) A ductile damage model for deep drawing P rocess by . J.P. Fan , C.Y. Tang & T.C. Lee.
9) Finite element Simulation of Redrawing
Process of Cup without blank holder by. T. Murao.
10) Namerical and experimental analysis
of Fine edge blanking operations
by . L.Filice & F. Micari.
11)Three – dimersional finite- element
Simnlation of Fine blanking
By. M. Murakawa , M. J: h & 5.Thipprakmas.
12) Recert Numerical Issues in Finite element
Modeling of Metal Forming Processes
By. J. –L. Chenot.
.
.
.
جهت دریافت و خرید متن کامل پایان نامه و تحقیق و مقاله مربوطه بر روی گزینه پرداخت که در بالای صفحه قرار دارد کلیک نمایید و پس از وارد کردن مشخصات خود به درگاه بانک متصل شده که از طریق کلیه کارت های عضو شتاب قابل پرداخت می باشد و بلافاصله بعد از پرداخت انلاین به صورت خودکار لینک دانلود مربوطه فعال می گردد